SWORDS
SLICING INTO A SHARP TOPIC
BY DAVID NALLE

SWORDS
SLICING INTO A SHARP TOPIC
BY DAVID NALLE
| Edged Evolution | - | Forging the Sword | - | The Sword in the Fantasy Campaign |
| Equipment | 1e AD&D | - | Dragon #58 | Dragon |
For many, fantasy conjures up the image
of a brawny barbarian
brandishing a
burnished blade. Alliterations aside, the
sword was usually the weapon of choice
for hand-to-hand combat, be it a switchblade
or a great sword.

And, regardless of changes in design
and use, the parts of the sword remained
basically the same from the beginning of
the Middle Ages to the present.
The blade was the essential component
of a sword. Sometimes references
to a sword include only its blade, the
irreplaceable and lasting part of the
weapon. The other parts are termed accoutrements,
which could be removed,
changed or replaced.
A medieval blade usually had two cutting
edges; ranged between 30 and 70
inches in length; was pointed; and often
incorporated design features such as a
blood runnel. The blade bottom ended in
the tang, a metal spur used to attach the
blade to the rest of the weapon. The tang
was thinner than the blade, usually four
to 12 inches long and an inch or so wide.
On early swords the tang was welded to
the blade, but these types tended to
break off; later, the tang was forged as
an
integral part of the blade. The tang was
designed so that a tang nut could be
hammered, shrunk, or screwed onto the
end to attach the pommel and hold it
onto the hilt.
The guard was a forged iron crosspiece
attached perpendicular at the
junction of the blade and the tang. It
varied
in size and shape, and the final form
in the Middle Ages was from five to 14
inches in length. It served to keep the
weapon of an opponent from sliding up
the blade and cutting the wielders hand.
During the Renaissance guards became
much more complex, protecting the hand
from lighter, pointed swords.
The hilt was a covering over the length
of the tang from the guard to the pommel.
It was usually made from cloth or
leather, textured with string or wire for
a
better grip.
The pommel changed with fashion
and can be used to date swords. It was
designed to keep the sword from sliding
from the the wielders hand and also balanced
lighter swords. It was attached to
the tang and sometimes served as a tang
nut. The pommel usually was heavy metal,
sometimes covered with cloth. At
first it was just a ring or crossbar, though
later pommels were often sculpted, or in
geometrical shapes. This most visible
part of the sword was ornamented in any
of a number of ways. Heavy pommels
also could be used as clubs.
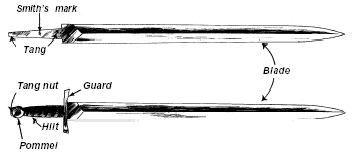
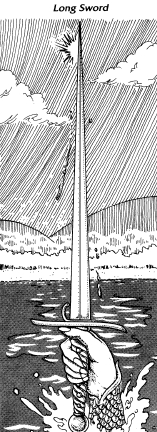
The parts of the medieval sword, as
illustrated on a typical long
sword.
Note that the top drawing includes the
blade and tang only; the bottom drawing
shows the accoutrements generally
found on swords during the Middle
Ages.
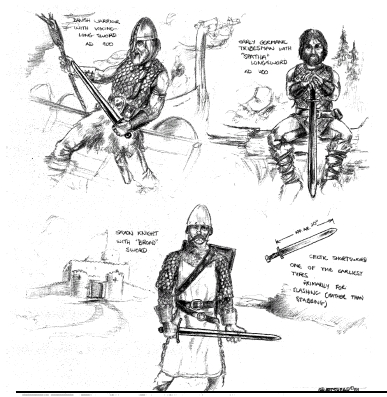
Four different types of swords used by
northern European warriors: The long
sword as used by the Vikings (top left),
the German spatha (top right), the
broadsword, an offspring of the spatha
(bottom left), and the pointless Celtic
sword (bottom right).
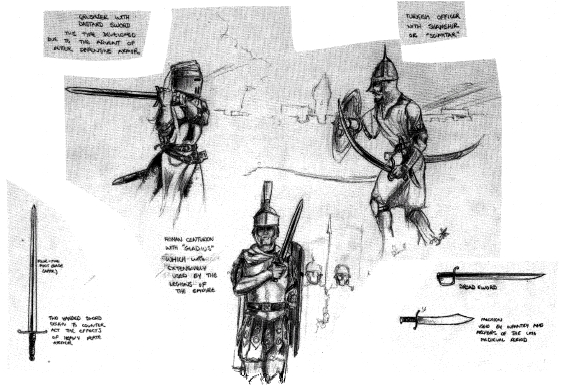
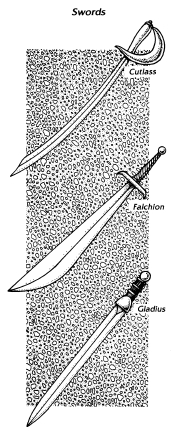
Swords changed history and were
changed by history. The bastard sword
(top left) and two-handed sword
(bottom left) were responses to
improved armor, while the falchion
was
more practical for archery units than
the broadsword (bottom right).
Damascene-type swords, such as the
scimitar (top right), were prized
possessions, while Romes legions
spread the gladius (bottom center).

EDGED EVOLUTION
The sword, which slowly evolved from
the Greek spear,
first came into popular
use during the Roman Empire. Three
early types of swords developed: the
Celtic sword, the Roman gladius, and
the German spatha. Though different in
design, aspects of each were eventually
incorporated in the weapons associated
with the age of chivalry.
From about 400 BC to AD 100 the Celtic
sword was popular with Celtic and
Teutonic tribes spread from Scotland to
Turkey. (Their main concentrations were
in the British Isles, the Balkans, and
France.) The broad, flat-edged Celtic
blade had no real point, and was used
exclusively for cutting or hacking, making
it similar in function, if not appearance,
to the battle axe.
The blade was about 30 inches long
and two inches wide. The point was
rounded to a width of about 1½ inches.
There was no blood runnel, and the
guard and pommel were usually either
an iron bar or a bronze ring, usually not
very large. The function of this sword
was very similar to that of the battle
axe.
The spatha was a longer sword used
mainly by the Gauls and Germans. A
spatha was usually about 50 inches long
with a three-inch-wide blade. It was a
cutting weapon with two edges. Some
had points, though these were usually
not used.
The Germans spread this ancestor of
the broadsword around Europe while
serving as mercenaries for Rome. The
blade was generally four-sided, with a
diamond-shaped cross section. The pommel
and guard were usually bars of metal,
or metal-bonded wood or bone.
The gladius was one of the finest fighting
weapons of the period, mass produced
and spread by Roman legionnaires.
The typical gladius was somewhat
less than 30 inches in length, with
the greatest blade width about 1½
inches.
The blade was four- or eight-sided, very
stiff, and had a sharp point.
The Roman shortsword shown in the
movies is much more similar to the Celtic
sword than to a historical gladius. It
was
a stabbing weapon for use against lightly
armored troops. The guard was usually a
small bar, and the pommel was of variable
shape, though it was usually a heavy
bar or block. The cross-section of the
blade was either a triangle or a squashed
octagon.
European tribes used these three early
swords until the 9th century, when Ulfberht,
a Teuton bladesmith, developed
the broadsword, the dominant blade of
the high Middle Ages. This was a longer,
better-balanced version of the Celtic
sword and incorporated the length of the
spatha and the point of the gladius.
Ulfberhts sword was originally intended
for use against chainmail and had a
point for thrusting and an edge for cutting.
As plate armor came into greater
use in the 13th century, Ulfberhts design
was expanded to form the three basic
sword types of the high Middle Ages: the
broadsword, the bastard sword, and the
two-handed greatsword. Length and
weight were increased in these swords
to increase cutting ability.
The broadsword followed the original
design. It was about 50 inches long and
weighed around two pounds, and was
single- or double-edged. The bastard
sword was similar, but was intended to
be
used with either one or two hands to
allow a heavy double-handed blow. Bastard
swords were about 60 inches long
and weighed some four pounds. The hilt
was lengthened to leave room for two
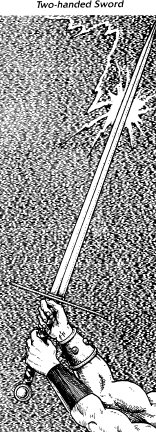
hands. The greatsword had a very long
hilt to accommodate two hands with
ease, as it was always used with two
hands. It tended to be 70 inches long and
weighed up to seven pounds. These
swords usually had triangular blades
and points, though these were omitted
on some longer blades that were impractical
to thrust with.
(A bit of clarification to reconcile
gaming
nomenclature with historical usage:
The double-edged broadsword described
above translates into the longsword
of
AD&D
and D&D rules; the gaming
broadsword
has a single-edged, triangular
blade. The Celtic sword and gladius
both
correspond to the short sword as described
in the rules. The bastard sword
does damage as its gaming counterpart,
but only when swung with two hands.
When used one-handed, the bastard
sword does damage as a long sword.
Lastly, the spatha should be considered
a long sword for gaming purposes.)
Changes in armor design and the style
of combat prompted changes in sword
construction and the sword adapted to
stay the most versatile and practical
weapon for the medieval warrior. If gunpowder
had not changed warfare so radically,
heavy swords and armor might
have stayed to this day. But, when the
gun made armor obsolete, the sword
changed again to the light, pointed form
of the post-medieval period.
After the Roman Empire, most swords
were made in Scandinavia or Germany.
The most noted swordsmiths of this period
were Ulfberht, Ingelrud, Romaric,
Ranvik, and Eckelhardus. It was not until
the later Middle Ages that towns in
southern Europe and the Middle East
became famous for their swords. Eventually,
the Syrian city of Damascus became
legendary for the quality of the
steel in its swords. Toledo did not achieve
renown until the 15th and 16th centuries
when higher heats allowed duplication
of Damascus quality.
Most swords were not made at famous
forges by smiths remembered by history.
Every smith had his mark, and swords
bearing hundreds of different marks survive.
Every town had a swordsmith and
some, like London, were large enough to
have a guild of bladesmiths and one of
hiltyers as well. Wherever knights and
men at arms needed weapons, smiths
would be. The craft of sword forging was
widely known throughout Europe, although
some smiths had more skill than
others. The process was unreliable,
enough so that any smith might make a
great blade, though some might never
do so.
FORGING THE SWORD
In the Middle Ages swords were made
from various grades and types of iron
and steel by a number of different methods.
Ore and the way it was refined
and the skill of the
smith determined
the quality of the sword.
The fall of the Roman Empire also
brought the end of its European mines.
Early medieval smiths found ore where
they could, mostly in bogs or other areas
needing little or no excavation.
Ore found in bogs contained many
impurities that made for poor iron unless
removed. Smelting under high heat
burned some foreign matter; the smith
removed the rest by working with the hot
iron.
During smelting, ore was sealed in a
clay furnace that was broken up afterward.
The metal was heated to around
500 degrees Centigrade, much cooler
than the 1,100 degrees used today. After
smelting, the remaining slag was worked
out by the smith to produce wrought
iron. If too many impurities remained,
the iron was resmelted.
The smelting and working methods
were not completely effective, and much
of the iron of the Dark Ages and the early
Middle Ages was so poor as to be worthless
in combat.
The goal in forging a sword is stiffness
and a good edge. The dangers are making
the blade too stiff, softness, or brittleness.
Western European swords tended
towards softness, while Eastern
swords were often brittle.
Swords made from plain wrought iron
were much too soft, so steel was made
by treating the hot iron with charcoal.
This carbon hardening process required
great care, because too much carbon
could make the the sword brittle. The
ideal carbon content was about .7%.
Hardness and flexibility were enhanced
by tempering, the process of alternately
heating and cooling the blade. This
draws the carbon to the surface of the
blade and spreads the carbon by expanding
and contracting the metal. Many
substances were tried for cooling the
steel. One quality smiths looked for was
a high boiling point, so the coolant
would not boil away when it touched the
hot metal. Some of the most popular
coolants were water, oil, urine from goats,
molten lead, honey, radish juice, moist
clay, or, in the east, human blood. The
most effective of these were probably
urine, oil, and radish juice.
The carbon content of the blade was
often proven during the tempering process.
Blades with too much carbon could
shatter when cooled. Most smiths lost
several swords due to this reason for
each one they completed.
The two main methods for forging
quality swords in the Middle Ages used
different approaches to the problem of
generating relatively uniform hardness
and flexibility in the blade. In the east,
a
technique called Damascene was dominant,
while a simpler method called pattern
welding was popular in the west. A
third system called clay casing was also
used to forge lower-quality swords.
Each of these methods leaves a distinct
pattern in the blade from the deposit
of carbon in the tempering process.
This pattern is especially clear after
a
number of years when the carbon is
highlighted by the rusting of the metal.
Both Damascene and pattern welding
were complex techniques and difficult to
perfect. Damascene produced a somewhat
better blade, but more failed blades
were produced in the process; pattern
welding was quicker and more reliable.
Clay casing was used mostly for producing
mass-market, single-edge blades
such as the falchion. It was faster than
other methods, but the product was far
inferior.
None of the techniques was really
quick. A smith needed from 40 to 70
hours to make a good sword, and one
commissioned by a special client might
take weeks. In the Middle Ages, it was
impossible to make a truly fine blade
quickly.
Clay casing was a simple process. A
blade was beaten from a piece of hot
steel. The back of the blade was then
coated in clay with the edge left bare.
After the clay was applied the blade was
fired again and cooled. The result would
be the tempering of the edge of the blade
while the clay-covered back remained
flexible. This gave a good edge and retained
some flexibility. The relatively
simple process took only a few hours for
each blade. The product was rather unreliable
and poor against armor. Clay
casing left a distinct line of discolora-
tion down the length of the blade, marking
the high-carbon area from the softer
metal.
Damascene resulted in a very high
carbon content, and a hard, sharp blade.
This was achieved through repeated
tempering and working the red-hot metal.
A Damascene blade was tempered
twice as many times as other blades,
sometimes with different coolants. Tempering
might be done as many as 25 times,
with carbon content usually between
.7% and 1.5%. To reach this high level
carbon dust was added to the hot metal,
melted and mixed in withThe smith divided
the hot iron into four
long, thin bars, which were put in boxes
of carbon dust. The metal absorbed the
dust, becoming hard on the outside, but
keeping a soft core. This resulted in high
external carbon content, but an overall
content of only .2% to 1%. Next, the four
bars were heated and twisted together to
the metal.
The smith worked the red-hot blade to
disperse the carbon into small pockets
all through the blade. The metal was
beaten into thin strips of different carbon
levels that were melded together in layers,
with the most carbon on the outside.
The final working of the complete blade
fixed the carbon in place as much as
possible. The ideal pattern of carbon
pockets was in 40 rows running up the
blade forming the Mohammeds ladder.
Swords with a perfect ladder fetched
remarkable prices.
In the final step the Damascene blade
was etched and polished with a mineral
called Zag, then fitted with hilt, guard
and pommel. Lesser blades were shipped
from Damascus to be accoutered and
sold by local smiths.
Pattern welding was the preferred technique
of western European smiths. This
was a fast and effective method of forging,
but in many ways was uneconomical,
wasting more than half of the steel in
the sharpening process.
The smith divided the hot iron into four
long, thin bars, which were put in boxes
of carbon dust. The metal absorbed the
dust, becoming hard on the outside, but
keeping a soft core. This resulted in high
external carbon content, but an overall
content of only .2% to 1%. Next, the four
bars were heated and twisted together to
produce a long cable that cooled into a
single piece and was hammered flat after
it cooled. This cable-like affair was then
filed down to about 40% of original size
and an edge put on. The twisting left a
candy-stripe pattern of carbon lines in
a
criss-cross design.
The final step was to treat the blade
with acids, usually urine, acetic acid,
or
tannic acid, to give a good finish. Tannic
acid was the best finishing acid as it
helped prevent rust. After this the accoutrements
were fitted, and the blade was
ready for sale.
THE SWORD IN THE
FANTASY CAMPAIGN
When a player asks for a special sword
to be forged, the DM needs an idea of the
long and rigorous process involved in
making a fine weapon. Swords werent
just stamped out by the hundreds. Each
one was a unique work, embodying the
skill of a bladesmith. Swords of quality
should not be sold cheaply and are a
warriors mark of success. Granting a
first-class sword to a vassal is a sign
of
great favor. because of the symbolic
purpose of the weapon and its great expense.
A lord had such a blade made as a
reward to his bravest general or knight.
The fine sword is a weapon of kings
and conquerors. The right to bear one
should be reserved only for the finest
of a
race and should be a mark of valor.
The sword is not just a weapon, but
represents the product of a complex and
exacting art. No mere lump of iron, it
can
give life or take it away.